|
ГОСТ Р 51243-99 БРИТВЕННЫЕ СИСТЕМЫ ДЛЯ ВЛАЖНОГО БРИТЬЯ Общие технические условия Razor systems for damp shave. General specifications
Дата введения 1999-07-01 1 РАЗРАБОТАН И ВНЕСЕН Испытательным центром "Лезвий и аппаратов для бритья" АООТ "РИЦ" 2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 19 января 1999 г. N 11 3 ВВЕДЕН ВПЕРВЫЕ 1 Область применения1 Область применения
2 Нормативные ссылки
3 Классификация3.1 Бритвенные системы подразделяют на: 3.2 Бритвы со сменными лезвиями подразделяют на следующие типы: 4 Общие технические требования4.1 Общие положения 4.1.1 Бритвенные системы и их составные элементы должны быть безопасны при использовании, не должны создавать угрозы глубоких порезов (кровоточащих) кожи человека при случайных неловких движениях руки и не должны изменять указанных свойств при хранении. Безопасность бритвенных систем должна обеспечиваться выполнением требований, изложенных в настоящем стандарте. 4.1.2 Бритвенные системы и их составные элементы должны соответствовать обязательным требованиям настоящего стандарта, нормативных документов на конкретные изделия и образцу-эталону. 4.2 Характеристики 4.2.1 Требования назначения 4.2.1.1 Требования к бреющей способности бритв (лезвий) должны быть изложены в нормативных документах на конкретные изделия. 4.2.1.2 Бритвенные системы и их составные элементы должны обладать достаточной механической прочностью и выдерживать испытания по 6.10. 4.2.1.3 Твердость лезвий HV на расстоянии до 3 мм от режущей кромки должна быть: 4.2.2 Требования надежности 4.2.2.1 Бритвенные системы и их составные элементы должны сохранять свои функции, в том числе и по бреющей способности, в течение гарантийного срока их хранения в упаковке. 4.2.2.2 Бритвенные системы и их составные элементы должны сохранять свои функции, в том числе и по бреющей способности, после их транспортирования в соответствии с требованиями раздела 7. 4.2.2.3 Бритвенные системы должны быть безотказны в работе в течение гарантийного срока службы. 4.2.3 Требования стойкости к внешним воздействиям 4.2.3.1 Лезвия и кассеты при эксплуатации должны быть стойкими к влажности воздуха. 4.2.3.2 Бритвенные системы и их составные элементы должны быть стойкими к воздействию слабощелочной среды, созданной пенообразующими средствами, предназначенными для бритья. 4.2.4 Требования эргономики 4.2.4.1 Бритвенные системы и их составные элементы должны быть безопасны и удобны при использовании. Рукоятка должна быть конструктивно выполнена таким образом, чтобы обеспечивать ее надежное положение в пальцах руки и точно направляться движением руки, иметь эстетичный вид и не изменять указанных свойств при хранении. 4.2.5 Конструктивные требования 4.2.5.1 Требования к бритвенным системам и их составным элементам по массе, форме, размерам и компоновке должны быть изложены в нормативных документах на конкретные изделия и соответствовать образцу-эталону. 4.2.5.2 Угол установки лезвия в лезвийных бритвенных аппаратах должен быть от 15° до 35°. 4.2.5.3 Диапазон регулирования угла установки лезвия в бритвенных аппаратах типа Б должен быть не менее 4°. 4.2.5.4 Зазор между головкой и гребенкой лезвийного бритвенного аппарата, определяющий надежность фиксации лезвия, должен быть не более 0,095 мм по всей длине рабочей поверхности. 4.2.5.5 Вылет лезвия должен быть от минус 0,1 до плюс 0,3 мм. Диапазон регулирования вылета лезвия в бритвенных аппаратах типа Б должен быть не менее 0,10 мм. 4.2.5.6 Параметры бритвенного аппарата с двумя лезвиями должны быть указаны в нормативных документах на конкретные изделия и соответствовать обязательным требованиям настоящего стандарта. 4.2.5.7 Конструкция кассетного бритвенного аппарата должна обеспечивать надежную фиксацию кассеты. 4.2.5.8 Элементы кассетных бритвенных аппаратов не должны выступать за плоскость, касательную к планке и гребенке кассеты. 4.2.5.9 Торцы лезвийных кромок не должны выступать за торцы бритвенного аппарата (кассеты). 4.2.5.10 Конструктивное исполнение составных элементов бритвенных систем должно обеспечивать их взаимозаменяемость. 4.2.5.11 Качество, цвет и фактура защитно-декоративного покрытия бритвенных систем и их составных элементов должны соответствовать требованиям ГОСТ 9.301 и ГОСТ 9.306. 4.3 Требования к материалам 4.3.1 Материалы, используемые для изготовления и покрытия бритвенных систем и их составных элементов, должны иметь разрешение органов Госкомсанэпиднадзора Российской Федерации. 4.4 Комплектность 4.4.1 Требования к комплектности бритвенных систем должны быть изложены в нормативных документах на конкретные изделия. 4.4.2 К бритвенным системам следует прилагать руководство по эксплуатации или этикетку на продукцию, содержащие следующие сведения: 4.5 Упаковка 4.5.1 Бритвенные системы и их составные элементы должны быть упакованы в потребительскую и (или) групповую и транспортную тару. 4.5.2 Требования к внешнему виду упаковок и применяемые для них материалы должны соответствовать требованиям нормативных документов на конкретные изделия и образцу-эталону. 4.5.3 Перед упаковкой единичного лезвия его поверхность следует покрывать защитной смазкой. 4.5.4 Лезвие должно быть упаковано в конверт таким образом, чтобы его режущие кромки не касались краев конверта. 4.5.5 Транспортная тара должна обеспечивать сохраняемость изделия, потребительской и групповой упаковок при транспортировании. 4.5.6 Транспортная тара должна обеспечивать сохраняемость изделий при воздействии тепла и холода от плюс 50 до минус 60 °С. 4.5.7 Транспортная тара должна обеспечивать сохраняемость изделий при воздействии относительной влажности 93% при температуре 25 °С. 4.5.8 Потребительская упаковка должна обеспечивать товарный вид изделия при воздействии факторов по 4.5.5-4.5.7. 4.6 Маркировка 4.6.1 Бритвенные системы и их составные элементы, а также все виды упаковок (потребительская, групповая и транспортная) должны иметь маркировку, соответствующую требованиям настоящего стандарта. 4.6.2 Бритвенные системы должны иметь маркировку, содержащую товарный знак или наименование предприятия-изготовителя. 4.6.3 Потребительская и групповая упаковки должны иметь маркировку, содержащую следующие сведения: 4.6.4. Маркировку потребительской и групповой упаковок следует наносить непосредственно на упаковку и (или) этикетку. 4.6.5 Транспортная тара должна иметь этикетку с маркировкой по 4.6.3 (кроме знака соответствия, комплектности, гарантии и штампа ОТК) и дополнительно содержать знаки по ГОСТ 14192 (2.1, номера знаков 1, 3, 11). 4.6.6 Маркировка на изделиях и упаковках должна быть четкой. 4.6.7 Маркировка на изделиях должна быть стойкой к истиранию. 5 Правила приемки5.1 Продукцию подвергают приемо-сдаточным, периодическим, типовым и сертификационным испытаниям. 5.2 Отбор образцов для испытаний осуществляют по ГОСТ 18321 методом многоступенчатого отбора. 5.3 Порядок проведения приемо-сдаточных испытаний 5.3.1 Приемо-сдаточные испытания бритвенных систем и их составных элементов проводят по программе и в последовательности, указанной в нормативных документах на изделие конкретного вида. 5.4 Порядок проведения периодических испытаний 5.4.1 Периодические испытания бритвенных систем и их составных элементов проводят в последовательности и по программе, указанной в таблице 1.
_______________ 5.4.2 Отбор образцов для проведения периодических испытаний осуществляют из числа изделий, прошедших приемо-сдаточные испытания. 5.4.3 Периодические испытания проводят не реже раза в год. 5.4.4 При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания на удвоенном числе образцов. 5.4.5 Результаты повторных испытаний являются окончательными. 5.5 Порядок проведения типовых испытаний 5.5.1 Типовые испытания бритвенных систем и их составных элементов проводят с целью оценки эффективности и целесообразности вносимых изменений в конструкцию или технологический процесс. 5.5.2 Типовые испытания изделий проводит предприятие-изготовитель по специальной программе. 5.6 Сертификационные испытания 5.6.1 Сертификационные испытания проводят аккредитованные испытательные центры (лаборатории). 6 Методы контроля6.1 Условия проведения испытаний по ГОСТ 8.050. Время выдержки контролируемых изделий в нормальных условиях до начала измерений - не менее 2 ч. 6.2 Проверку внешнего вида и состояния бритвенных систем и их составных элементов, маркировки, упаковок и комплектности, а также формы и удобства пользования (4.1.2, 4.2.4.1, 4.2.5.1, 4.4.1, 4.4.2, 4.5.1-4.5.3, 4.6.1-4.6.7) проводят визуально путем сравнения с соответствующим образцом-эталоном. 6.3 Испытание бритвенных систем и их составных элементов в транспортной упаковке на вибропрочность (4.5.5, 4.2.2.2) проводят по ГОСТ 21136. 6.4 Испытание бритвенных систем или их составных элементов на тепло- и холодоустойчивость (4.5.6) проводят в транспортной упаковке в камере тепла и холода. Температуру воздуха в камере в процессе испытания изменяют от плюс (50±3) °С до минус (60±3) °С и обратно. При этом выдержка на предельных значениях температур должна быть не менее 1 ч. 6.5 Испытание изделий в транспортной упаковке на влагоустойчивость (4.5.7) проводят в камере влажности. Температура воздуха в камере в процессе испытания должна быть равной (25±3) °С, относительная влажность - (93±3)%. Время выдержки - 4 сут. 6.6 Бритвенные системы и их составные элементы считают выдержавшими испытания по 6.3-6.5, если при визуальном осмотре упаковки не будут иметь повреждений, влияющих на сохранность продукции, а изделия не будут иметь следов коррозии, повреждений и лезвия (кассеты) сохранят бреющую способность. 6.7 Фиксацию лезвий в конверте (4.5.4) проверяют путем осмотра конверта и определения на нем фиксирующих точек. При пятикратном встряхивании конверта (без удара) лезвие не должно сдвинуться с места. 6.8 Стойкость маркировки единичного лезвия (4.6.7) проверяют на сухом лезвии (после удаления пленки антикоррозийного масла уайт-спиритом ГОСТ 3134) путем стирания текста сухим тампоном из белой бязи не менее 10 раз. Четкость текста не должна измениться. 6.9 Бреющую способность лезвий и кассет (4.2.1.1) определяют путем имитации бритья, например, на силоизмерительной машине. Условия и количество врезаний определяют нормативными документами на изделие конкретного вида. 6.10 Для испытания механической прочности бритвенных систем (4.2.1.2) применяют барабан по нормативному документу. Скорость вращения барабана 5 об/мин. Испытания прекращают после 500 оборотов барабана. Изделие считают выдержавшим испытание, если оно не будет сломано, а на его поверхности не окажется острых кромок или трещин, которые могут повредить кожу лица или рук. 6.11 Определение твердости лезвия (4.2.1.3) - по нормативным документам на изделия конкретного вида. 6.12 Испытание бритвенных систем на безотказность (4.2.2.3) осуществляют проверкой функционирования следующих элементов: 6.13 Испытание на сохраняемость бритвенных систем и их составных элементов в упаковке (4.2.2.1) проводят при постановке продукции на производство и при внедрении изменений, влияющих на сохраняемость, в помещении температурой воздуха от 5 до 40 °С, влажностью - от 40 до 80%. Время выдержки - 24 мес. 6.14 Испытание лезвий на влагоустойчивость при эксплуатации (4.2.3.1) проводят в камере влажности. Температура воздуха в камере в процессе испытания должна быть (25±3) °С, относительная влажность - (93±3)%. Время выдержки - 2 сут. 6.15 Испытание бритвенных систем и их составных элементов на стойкость к слабощелочной среде (4.2.3.2) проводят в растворе щелочи, созданной пенообразующими средствами, предназначенными для бритья, с рН 8...9 и температурой (55±5) °С в течение (20±1) мин. 6.16 Изделия считают выдержавшими испытания по 6.13-6.15, если на поверхности не будет обнаружено деформаций и коррозии, и они сохранят свои функциональные способности. Не допускаются темные (коррозийные) пятна в зоне, отстоящей на расстоянии до 3 мм от режущей кромки лезвия. 6.17 Проверку размеров бритвенных систем и их составных элементов (4.2.5.1) проводят следующим образом: 6.18 Массу бритвенных систем и их составных элементов (4.2.5.1) проверяют на лабораторных весах 4-го класса точности по ГОСТ 24104. 6.19 Измерение угла установки и вылета лезвия в бритвенных аппаратах (4.2.5.2-4.2.5.6) проводят на проекционном устройстве, обеспечивающем измерение указанных параметров в трех точках по длине лезвия с интервалом 15 мм. Допускаются другие способы оценки перечисленных параметров в средней точке лезвия. Допустимая погрешность измерения угла установки лезвия - 30 мин, вылета - 0,025 мм. Схема измерения приведена в приложении Б. 6.20 Надежность фиксации лезвий в бритвенных аппаратах (4.2.5.4) проверяют щупом толщиной 0,1 мм при сборке аппаратов без лезвия. Бритвенные аппараты считают выдержавшими испытания, если в зазор между головкой (лепестком) и гребенкой (прижимом) по длине рабочей поверхности щуп не входит. 6.21 Надежность фиксации кассеты (4.2.5.7) проверяют 10-кратным встряхиванием рукой бритвенного аппарата (без удара), при этом кассета не должна выпадать из ручки-держателя. 6.22 Правильность размещения элементов бритвенных систем (4.2.5.8) проверяют на проекционном устройстве, при этом конструктивные элементы держателя не должны выходить за линию, соединяющую по касательной планку и гребенку кассеты, вставленной в ручку-держатель (приложение В). 6.23 Правильность размещения лезвий в бритвенном аппарате (4.2.5.9) проверяют визуально. При этом обращается внимание на то, чтобы торцы лезвийных кромок не выступали за торцы бритвенного аппарата (кассеты). 6.24 Проверку взаимозаменяемости элементов бритвенного аппарата (4.2.5.10) проводят: 6.25 Проверку по 4.3.1 осуществляют путем проверки документов на материалы, используемые для изготовления бритвенных систем и их составных элементов (наименований и марок конструкционных материалов, покрытий, разрешений Госкомсанэпиднадзора России к их применению) и их соответствия действующим нормативным документам. 6.26 Проверку вида и толщины защитно-декоративного покрытия на соответствие требованиям нормативных документов проводят по ГОСТ 9.302. 7 Транспортирование и хранение7.1 Транспортирование бритвенных систем и их составных элементов осуществляют всеми видами транспорта в крытых транспортных средствах. Бритвенные системы и их составные элементы следует транспортировать в универсальных контейнерах, деревянных ящиках по ГОСТ 2991, в фанерных ящиках по ГОСТ 5959 или ящиках из гофрированного картона по ГОСТ 9142. 7.2 Транспортирование бритвенных систем и их составных элементов осуществляют по группе условий хранения 2 ГОСТ 15150. 7.3 Транспортирование бритвенных систем и их составных элементов, предназначенных для экспорта, проводят в соответствии с условиями договора между предприятием и внешнеэкономической организацией или условиям контракта. 7.4 Хранение бритвенных систем и их составных элементов в транспортной таре осуществляют по группе условий хранения 1 ГОСТ 15150. 7.5 Высота штабеля при транспортировании и хранении бритвенных систем и их составных элементов должна соответствовать требованиям ГОСТ 21136. 8 Указания по эксплуатации
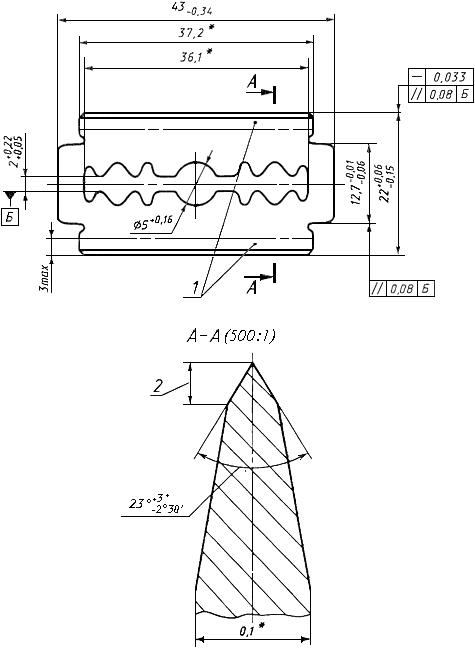
9 Гарантии изготовителя9.1 Бритвенные системы и их составные элементы должны иметь гарантийные обязательства предприятия-изготовителя в соответствии с нормативным документом. 9.2 Содержание гарантийных обязательств должно быть приведено в нормативных документах на изделия конкретного вида, включать в себя обязательства изготовителя (поставщика) продукции и гарантировать соответствие выпускаемых изделий требованиям настоящего стандарта, продолжительность гарантийного срока, его начальный момент исчисления. Для бритвенных систем и их составных элементов гарантийный срок хранения - не менее 24 мес, а гарантийный срок эксплуатации - не менее 12 мес. ПРИЛОЖЕНИЕ А (обязательное). Схема измерения размеров лезвияПРИЛОЖЕНИЕ А
_______________ 1 - зона испытания твердости; 2 - база измерения угла
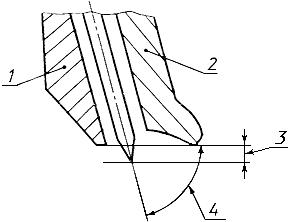
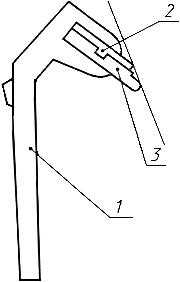
ПРИЛОЖЕНИЕ Б (обязательное). Схема измерения угла установки лезвия с двумя бреющими сторонами в бритвенных аппаратахПРИЛОЖЕНИЕ Б
1 - планка (головка); 2 - гребенка; 3 - вылет; 4 - угол установки а) с одним лезвием
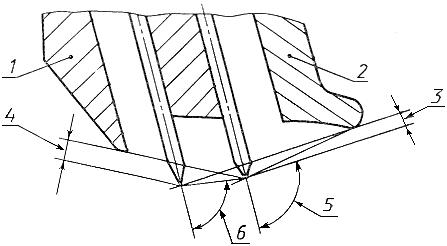
1 - планка (головка); 2 - гребенка; 3 - вылет 1-го лезвия; 4 - вылет 2-го лезвия; 5 - угол установки 1-го лезвия; 6 - угол установки 2-го лезвия б) с двумя лезвиями
ПРИЛОЖЕНИЕ В (обязательное). Схема проверки правильности расположения кассеты в бритвенном аппарате
|
|
||||||||||||||
| Copyright © ФК "ОКЕАН" Все права защищены. |
 |
| Дизайн и программирование © 2006 |