| Коньки для фигурного катания. Общие технические условия |
ГОСТ 22357-87
Группа У68
ОКП 96 1423
Срок действия с 01.07.88
до 01.07.93*
_______________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - Примечание изготовителя базы данных. 1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по физической культуре и спорту
ИСПОЛНИТЕЛИ:
В.Г.Цветков, канд. техн. наук; А.Н.Грачев; В.А.Иванов; Б.А.Губатенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета СССР по стандартам от 25.08.87 N 3384
3. Срок первой проверки 1991 г.
Периодичность проверки 5 лет.
4. Взамен ГОСТ 22357-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
| Номер пункта, подпункта, приложения | ГОСТ 8.300-78
| 4.12 | ГОСТ 9.301-86
| 2.2.10 | ГОСТ 9.302-79
| 4.11 | ГОСТ 9.308-85
| 4.15 | ГОСТ 166-80
| 4.2 | ГОСТ 427-75
| 4.2 | ГОСТ 503-81
| 5.2 | ГОСТ 882-75
| 4.2, 4.4, 4.10 | ГОСТ 1033-79
| 2.6.1 | ГОСТ 1050-74
| Приложение 2 | ГОСТ 1144-80 | 2.4.2
| ГОСТ 1435-74 | Приложение 2
| ГОСТ 1908-82 | 2.6.1
| ГОСТ 2789-73 | 2.2.16
| ГОСТ 2991-85 | 2.6.4
| ГОСТ 3282-74 | 2.6.5, 5.2
| ГОСТ 3479-85 | 2.6.1
| ГОСТ 3560-73 | 2.6.5, 5.2
| ГОСТ 4543-71 | Приложение 2
| ГОСТ 5959-80 | 2.6.4
| ГОСТ 6424-73 | 2.4.3
| ГОСТ 6507-78 | 4.2
| ГОСТ 7296-81 | 5.3
| ГОСТ 7855-84 | 4.5.2
| ГОСТ 7933-75 | 2.6.3
| ГОСТ 8273-75 | 2.6.2, 2.6.3
| ГОСТ 9013-59 | 4.3
| ГОСТ 9395-76 | 2.6.4
| ГОСТ 9396-75 | 2.6.4
| ГОСТ 9500-84 | 4.5.2
| ГОСТ 9557-73 | 5.2
| ГОСТ 9569-79 | 2.6.2, 2.6.3
| ГОСТ 10354-82 | 2.6.2, 2.6.3
| ГОСТ 10459-72 | 2.6.3, 2.6.5
| ГОСТ 10592-76 | 5.2
| ГОСТ 10905-86 | 4.4
| ГОСТ 13511-84 | 2.6.4
| ГОСТ 13514-82 | 2.6.4
| ГОСТ 14192-77 | 2.6.6
| ГОСТ 15150-69 | 5.3
| ГОСТ 15846-79 | 2.6.7
| ГОСТ 16338-85 | Приложение 2
| ГОСТ 17308-85 | 2.6.5
| ГОСТ 19300-86 | 4.12
| ГОСТ 20435-75 | 5.2
| ГОСТ 21650-76 | 5.2
| ГОСТ 21929-76 | 5.2
| ГОСТ 22225-76 | 5.2
| ГОСТ 23676-79 | 4.16
| ГОСТ 24597-81 | 5.2
| ГОСТ 26663-85 | 5.2
|
Настоящий стандарт распространяется на массовые и мастерские фигурные коньки, предназначенные для произвольной программы, обязательных упражнений и спортивных танцев.
Стандарт не распространяется на фигурные коньки единичного производства (заказы для сборных команд страны и команд высшей лиги).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ 1.1. Основные размеры и масса коньков без ботинок должны соответствовать указанным в табл.1-8. Предельные отклонения по размерам не должны превышать ±1,0 мм.
1.2. Толщина полоза на рабочей поверхности конька должна быть не менее 3,5 мм.
По требованию потребителя допускается для мастерских коньков для спортивных танцев уменьшение толщины полоза на рабочей поверхности конька до 2,5 мм.
Таблица 1 Размер обуви, мм | Коньки фигурные цельнометаллические для произвольной программы | | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | | 
| 
| | массовых | мастерских | 160 | 217 | 160
| 200 | 96 1423 0025 04 | 96 1423 0175 02 | 165 | 222 | 165
| 205 | 96 1423 0026 03 | 96 1423 0176 01 | 170 | 227 | 170
| 215 | 96 1423 0027 02 | 96 1423 0177 00 | 175 | 232 | 175
| 220 | 96 1423 0028 01 | 96 1423 0178 10 | 180 | 237 | 180
| 230 | 96 1423 0029 00 | 96 1423 0179 09 | 185 | 242 | 185
| 235 | 96 1423 0030 07 | 96 1423 0180 05 | 190 | 247 | 190
| 245 | 96 1423 0031 06 | 96 1423 0181 04 | 195 | 252 | 195
| 250 | 96 1423 0032 05 | 96 1423 0182 03 | 200 | 257 | 200
| 260 | 96 1423 0033 04 | 96 1423 0183 02 | 205 | 267 | 205
| 265 | 96 1423 0034 03 | 96 1423 0184 01 | 210 | 272 | 210
| 275 | 96 1423 0035 02 | 96 1423 0185 00 | 215 | 277 | 215
| 280 | 96 1423 0036 01 | 96 1423 0186 10 | 220 | 282 | 220
| 290 | 96 1423 0037 00 | 96 1423 0187 09 | 225 | 287 | 225
| 295 | 96 1423 0038 10 | 96 1423 0188 08 | 230 | 292 | 230
| 305 | 96 1423 0039 09 | 96 1423 0189 07 | 235 | 297 | 235
| 310 | 96 1423 0040 05 | 96 1423 0190 03 | 240 | 302 | 240
| 320 | 96 1423 0041 04 | 96 1423 0191 02 | 245 | 307 | 245
| 325 | 96 1423 0042 03 | 96 1423 0192 01 | 250 | 312 | 250
| 335 | 96 1423 0043 02 | 96 1423 0193 00 | 255 | 317 | 255
| 340 | 96 1423 0044 01 | 96 1423 0194 10 | 260 | 322 | 260
| 350 | 96 1423 0045 00 | 96 1423 0195 09 | 265 | 327 | 265
| 355 | 96 1423 0046 10 | 96 1423 0196 08 | 270 | 332 | 270
| 365 | 96 1423 0047 09 | 96 1423 0197 07 | 275 | 337 | 275
| 370 | 96 1423 0048 08 | 96 1423 0198 06 | 280 | 342 | 280
| 380 | 96 1423 0049 07 | 96 1423 0199 05 | 285 | 347 | 285
| 385 | 96 1423 0050 03 | 96 1423 0200 07 | 290 | 352 | 290
| 395 | 96 1423 0051 02 | 96 1423 0201 06 | 295 | 357 | 295
| 400 | 96 1423 0052 01 | 96 1423 0202 05 |
Таблица 2
Размер обуви, мм | Коньки фигурные цельнометаллические со сменным полозом для произвольной программы
| | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | массовых | мастерских | 160 | 217 | 160 | 245
| 96 1423 0203 04 | 96 1423 0362 01 | 165 | 222 | 165 | 250
| 96 1423 0204 03 | 96 1423 0363 00 | 170 | 227 | 170 | 260
| 96 1423 0205 02 | 96 1423 0364 10 | 175 | 232 | 175 | 270
| 96 1423 0206 01 | 96 1423 0365 09 | 180 | 237 | 180 | 275
| 96 1423 0207 00 | 96 1423 0366 08 | 185 | 242 | 185 | 280
| 96 1423 0208 10 | 96 1423 0367 07 | 190 | 247 | 190 | 290
| 96 1423 0209 09 | 96 1423 0368 06 | 195 | 252 | 195 | 300
| 96 1423 0210 05 | 96 1423 0369 05 | 200 | 257 | 200 | 305
| 96 1423 0211 04 | 96 1423 0370 01 | 205 | 267 | 205 | 310
| 96 1423 0212 03 | 96 1423 0371 00 | 210 | 272 | 210 | 320
| 96 1423 0213 02 | 96 1423 0372 10 | 215 | 277 | 215 | 330
| 96 1423 0214 01 | 96 1423 0373 09 | 220 | 282 | 220 | 335
| 96 1423 0215 00 | 96 1423 0374 08 | 225 | 287 | 225 | 340
| 96 1423 0216 10 | 96 1423 0375 07 | 230 | 292 | 230 | 350
| 96 1423 0217 09 | 96 1423 0376 06 | 235 | 297 | 235 | 360
| 96 1423 0218 08 | 96 1423 0377 05 | 240 | 302 | 240 | 365
| 96 1423 0219 07 | 96 1423 0378 04 | 245 | 307 | 245 | 370
| 96 1423 0220 03 | 96 1423 0379 03 | 250 | 312 | 250 | 380
| 96 1423 0221 02 | 96 1423 0380 10 | 255 | 317 | 255 | 390
| 96 1423 0222 01 | 96 1423 0381 09 | 260 | 322 | 260 | 395
| 96 1423 0223 00 | 96 1423 0382 08 | 265 | 327 | 265 | 400
| 96 1423 0224 10 | 96 1423 0383 07 | 270 | 332 | 270 | 410
| 96 1423 0225 09 | 96 1423 0384 06 | 275 | 337 | 275 | 420
| 96 1423 0226 08 | 96 1423 0385 05 | 280 | 342 | 280 | 425
| 96 1423 0227 07 | 96 1423 0386 04 | 285 | 347 | 285 | 430
| 96 1423 0228 06 | 96 1423 0387 03 | 290 | 352 | 290 | 440
| 96 1423 0229 05 | 96 1423 0388 02 | 295 | 357 | 295 | 450
| 96 1423 0230 01 | 96 1423 0389 01 |
Таблица 3
Размер обуви, мм
| Коньки фигурные с пластмассовым корпусом для произвольной программы | | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | | 160 | 217 | 160
| 185 | 96 1423 0091 05 | 165 | 222 | 165
| 190 | 96 1423 0092 04 | 170 | 227 | 170
| 200 | 96 1423 0093 03 | 175 | 232 | 175
| 205 | 96 1423 0094 02 | 180 | 237 | 180
| 215 | 96 1423 0095 01 | 185 | 242 | 185
| 220 | 96 1423 0096 00 | 190 | 247 | 190
| 230 | 96 1423 0097 10 | 195 | 252 | 195
| 235 | 96 1423 0098 09 | 200 | 257 | 200
| 245 | 96 1423 0099 08 | 205 | 267 | 205
| 250 | 96 1423 0100 10 | 210 | 272 | 210
| 255 | 96 1423 0101 09 | 215 | 277 | 215
| 265 | 96 1423 0102 08 | 220 | 282 | 220
| 270 | 96 1423 0103 07 | 225 | 287 | 225
| 280 | 96 1423 0104 06 | 230 | 292 | 230
| 285 | 96 1423 0105 05 | 235 | 297 | 235
| 295 | 96 1523 0106 04 | 240 | 302 | 240
| 300 | 96 1423 0107 03 | 245 | 307 | 245
| 310 | 96 1423 0108 02 | 250 | 312 | 250
| 315 | 96 1423 0109 01 | 255 | 317 | 255
| 325 | 96 1423 0110 08 | 260 | 322 | 260
| 330 | 96 1423 0111 07 | 265 | 327 | 265
| 340 | 96 1423 0112 06 | 270 | 332 | 270
| 345 | 96 1423 0113 05 | 275 | 337 | 275
| 350 | 96 1423 0114 04 | 280 | 342 | 280
| 360 | 96 1423 0115 03 | 285 | 347 | 285
| 365 | 96 1423 0116 02 | 290 | 352 | 290
| 375 | 96 1423 0117 01 | 295 | 357 | 295
| 380 | 96 1423 0118 00 |
Таблица 4
Размер обуви, мм | Коньки фигурные цельнометаллические для обязательных упражнений | | Размер конька, мм | Масса одного конька, г, не более | OКП для коньков | |
|
| | массовых | мастерских | 205 | 267 | 205 | 265
| 96 1423 0325 06 | 96 1423 0119 10 | 210 | 272 | 210 | 275
| 96 1423 0326 05 | 96 1423 0120 06 | 215 | 277 | 215 | 280
| 96 1423 0327 04 | 96 1423 0121 05 | 220 | 282 | 220 | 290
| 96 1423 0328 03 | 96 1423 0122 04 | 225 | 287 | 225 | 295
| 96 1423 0329 02 | 96 1423 0123 03 | 230 | 292 | 230 | 305
| 96 1423 0330 09 | 96 1423 0124 02 | 235 | 297 | 235 | 310
| 96 1423 0331 08 | 96 1423 0125 01 | 240 | 302 | 240 | 320
| 96 1423 0332 07 | 96 1423 0126 00 | 245 | 307 | 245 | 330
| 96 1423 0333 06 | 96 1423 0127 10 | 250 | 312 | 250 | 335
| 96 1423 0334 05 | 96 1423 0128 09 | 255 | 317 | 255 | 340
| 96 1423 0335 04 | 96 1423 0129 08 | 260 | 322 | 260 | 350
| 96 1423 0336 03 | 96 1423 0130 04 | 265 | 327 | 265 | 355
| 96 1423 0337 02 | 96 1423 0131 03 | 270 | 332 | 270 | 365
| 96 1423 0338 01 | 96 1423 0132 02 | 275 | 337 | 275 | 370
| 96 1423 0339 00 | 96 1423 0133 01 | 280 | 342 | 280 | 380
| 96 1423 0340 07 | 96 1423 0134 00 | 285 | 347 | 285 | 385
| 96 1423 0341 06 | 96 1423 0135 10 | 290 | 352 | 290 | 395
| 96 1423 0342 05 | 96 1423 0136 09 | 295 | 357 | 295 | 400
| 96 1423 0343 04 | 96 1423 0137 08 |
Таблица 5
Размер обуви, мм | Коньки фигурные цельнометаллические со сменным полозом для обязательных упражнений
| | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | массовых | мастерских
| 205 | 267 | 205 | 310
| 96 1423 0231 00 | 96 1423 0390 08 | 210 | 272 | 210 | 320
| 96 1423 0232 10 | 96 1423 0391 07 | 215 | 277 | 215 | 330
| 96 1423 0233 09 | 96 1423 0392 06 | 220 | 282 | 220 | 335
| 96 1423 0234 08 | 96 1423 0393 05 | 225 | 287 | 225 | 340
| 96 1423 0235 07 | 96 1423 0394 04 | 230 | 292 | 230 | 350
| 96 1423 0236 06 | 96 1423 0395 03 | 235 | 297 | 235 | 360
| 96 1423 0237 05 | 96 1423 0396 02 | 240 | 302 | 240 | 365
| 96 1423 0238 04 | 96 1423 0397 01 | 245 | 307 | 245 | 370
| 96 1423 0239 03 | 96 1423 0398 00 | 250 | 312 | 250 | 380
| 96 1423 0240 10 | 96 1423 0399 10 | 255 | 317 | 255 | 390
| 96 1423 0241 09 | 96 1423 0400 01 | 260 | 322 | 260 | 395
| 96 1423 0242 08 | 96 1423 0401 00 | 265 | 327 | 265 | 400
| 96 1423 0243 07 | 96 1423 0402 10 | 270 | 332 | 270 | 410
| 96 1423 0244 06 | 96 1423 0403 09 | 275 | 337 | 275 | 420
| 96 1423 0245 05 | 96 1423 0404 08 | 280 | 342 | 280 | 425
| 96 1423 0246 04 | 96 1423 0405 07 | 285 | 347 | 285 | 430
| 96 1423 0247 03 | 96 1423 0406 06 | 290 | 352 | 290 | 440
| 96 1423 0248 02 | 96 1423 0407 05 | 295 | 357 | 295 | 450
| 96 1423 0249 01 | 96 1423 0408 04 |
Таблица 6
Размер обуви, мм | Коньки фигурные с пластмассовым корпусом для обязательных упражнений | | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | | 205 | 267 | 205 | 250
| 96 1423 0428 00 | 210 | 272 | 210 | 255
| 96 1423 0429 10 | 215 | 277 | 215 | 265
| 96 1423 0430 06 | 220 | 282 | 220 | 270
| 96 1423 0431 05 | 225 | 287 | 225 | 280
| 96 1423 0432 04 | 230 | 292 | 230 | 285
| 96 1423 0433 03 | 235 | 297 | 235 | 295
| 96 1423 0434 02 | 240 | 302 | 240 | 300
| 96 1423 0435 01 | 245 | 307 | 245 | 310
| 96 1423 0436 00 | 250 | 312 | 250 | 315
| 96 1423 0437 10 | 255 | 317 | 255 | 325
| 96 1423 0438 09 | 260 | 322 | 260 | 330
| 96 1423 0439 08 | 265 | 327 | 265 | 340
| 96 1423 0440 04 | 270 | 332 | 270 | 345
| 96 1423 0441 03 | 275 | 337 | 275 | 350
| 96 1423 0442 02 | 280 | 342 | 280 | 360
| 96 1423 0443 01 | 285 | 347 | 285 | 365
| 96 1423 0444 00 | 290 | 352 | 290 | 375
| 96 1423 0445 10 | 295 | 357 | 295 | 380
| 96 1423 0446 09 |
Таблица 7
Размер обуви, мм | Коньки фигурные цельнометаллические для спортивных танцев | | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | массовых | мастерских | 205 | 243 | 205 | 245
| 96 1423 0053 00 | 96 1423 0138 07 | 210 | 248 | 210 | 255
| 96 1423 0054 10 | 96 1423 0139 06 | 215 | 253 | 215 | 260
| 96 1423 0055 09 | 96 1423 0140 02 | 220 | 258 | 220 | 270
| 96 1423 0056 08 | 96 1423 0141 01 | 225 | 263 | 225 | 275
| 96 1423 0057 07 | 96 1423 0142 00 | 230 | 268 | 230 | 285
| 96 1423 0058 06 | 96 1423 0143 10 | 235 | 273 | 235 | 290
| 96 1423 0059 05 | 96 1423 0144 09 | 240 | 278 | 240 | 300
| 96 1423 0060 01 | 96 1423 0145 08 | 245 | 283 | 245 | 305
| 96 1423 0061 10 | 96 1423 0146 07 | 250 | 288 | 250 | 315
| 96 1423 0062 09 | 96 1423 0147 06 | 255 | 293 | 255 | 320
| 96 1423 0063 08 | 96 1423 0148 05 | 260 | 298 | 260 | 330
| 96 1423 0064 07 | 96 1423 0149 04 | 265 | 303 | 265 | 335
| 96 1423 0065 06 | 96 1423 0150 00 | 270 | 308 | 270 | 345
| 96 1423 0066 05 | 96 1423 0151 10 | 275 | 313 | 275 | 350
| 96 1423 0067 04 | 96 1423 0152 09 | 280 | 318 | 280 | 360
| 96 1423 0068 03 | 96 1423 0153 08 | 285 | 323 | 285 | 365
| 96 1423 0069 02 | 96 1423 0154 07 | 290 | 328 | 290 | 375
| 96 1423 0070 10 | 96 1423 0155 06 | 295 | 333 | 295 | 380
| 96 1423 0071 09 | 96 1423 0156 05 |
Таблица 8
Размер обуви, мм | Коньки фигурные с пластмассовым корпусом для спортивных танцев
| | Размер конька, мм | Масса одного конька, г, не более | ОКП для коньков | |
|
| | | 205 | 243 | 205
| 240 | 96 1423 0072 08 | 210 | 248 | 210
| 245 | 96 1423 0073 07 | 215 | 253 | 215
| 250 | 96 1423 0074 06 | 220 | 258 | 220
| 255 | 96 1423 0075 05 | 225 | 263 | 225
| 260 | 96 1423 0076 04 | 230 | 268 | 230
| 265 | 96 1423 0077 03 | 235 | 273 | 235
| 270 | 96 1423 0078 02 | 240 | 278 | 240
| 275 | 96 1423 0079 01 | 245 | 283 | 245
| 280 | 96 1423 0080 08 | 250 | 288 | 250
| 285 | 96 1423 0081 07 | 255 | 293 | 255
| 290 | 96 1423 0082 06 | 260 | 298 | 260
| 295 | 96 1423 0083 05 | 265 | 303 | 265
| 300 | 96 1423 0084 04 | 270 | 308 | 270
| 305 | 96 1423 0085 03 | 275 | 313 | 275
| 310 | 96 1423 0086 02 | 280 | 318 | 280
| 315 | 96 1423 0087 01 | 285 | 323 | 285
| 320 | 96 1423 0088 00 | 290 | 328 | 290
| 325 | 96 1423 0089 10 | 295 | 333 | 295
| 330 | 96 1423 0090 06 |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Коньки должны изготавливаться в соответствии с требованиями настоящего стандарта с соответствующим техническим описанием образца или техническим условием, а также конструкторской документацией и образцам-эталонам, утвержденным в установленном порядке.
2.2. Характеристики
2.2.1. Коньки для произвольной программы, обязательных упражнений и спортивных танцев изготовляют цельнометаллическими без сменного или со сменным полозом, кроме коньков для спортивных танцев, и с пластмассовым корпусом за исключением мастерских коньков, с ботинками и без ботинок.
Конструкция коньков без ботинок указана в приложении 1.
2.2.2. Твердость полоза конька должна быть не менее:
30 НRС - для массовых; - для массовых;
40 НRС - для мастерских.
Твердость полоза коньков должна быть по всей длине на высоту не менее 5 мм от кромки рабочей поверхности не менее:
54 HRC - для массовых;
59 HRC - для мастерских.
2.2.3. Полоз конька должен быть прямолинейным.
Предельное одностороннее отклонение от прямолинейности на всей длине конька не должно превышать 0,2 мм - для массовых и 0,1 мм - для мастерских коньков.
2.2.4. Прочность на разрыв должна быть не менее:
5 кН - для массовых коньков без ботинок;
6 кН - для мастерских коньков без ботинок;
2 кН - для массовых коньков с ботинками;
3 кН - для мастерских коньков с ботинками.
2.2.5. Коньки должны быть стойки к удару.
2.2.6. Угол наклона конька вперед, при котором нижний зуб касается льда, должен быть не менее 10°.
2.2.7. Прилегание пластмассы к полозу в коньках с пластмассовым корпусом должно быть плотным без зазоров по всей площади сопряжения.
Допускаемые зазоры на одном коньке между корпусом и полозом не должны превышать значений:
в носочной и пяточной части полоза в количестве не более 2 шт., шириной не более 0,2 мм, глубиной не более 6 мм, длиной не более 15 мм;
в средней части полоза в количестве не более 4 шт., шириной не более 0,1 мм, глубиной не более 3 мм, длиной не более 15 мм.
2.2.8. Плоскость симметрии полоза конька должна быть перпендикулярна к касательным плоскостям, проведенным через любую точку линии пересечения поверхности подошвы и каблучка с плоскостью симметрии полоза.
Предельное одностороннее отклонение от перпендикулярности в коньке не должно превышать 1°.
2.2.9. Металлические детали и шупуры, применяемые для крепления ботинка к коньку, должны иметь защитно-декоративное покрытие.
2.2.10. Качество покрытия должно соответствовать ГОСТ 9.301-86.
Толщина покрытия должна быть не менее: 18 мкм никелевого или 6 мкм хромового, или 18 мкм многослойного (1 мкм хрома и 17 мкм никеля) - для цельнометаллических массовых коньков;
3 мкм хромового - для полоза массовых коньков с пластмассовым корпусом;
24 мкм многослойного (хрома 3 мкм и никеля 21 мкм) - для мастерских коньков;
6 мкм - для шурупов.
Допускается в местах соединения полоза с подошвой и каблучком минимальная толщина хромового покрытия 3 мкм, никелевого и многослойного покрытия - 6 мкм (для многослойного покрытия толщина хрома 0,5-1,0 мкм).
2.2.11. Защитно-декоративное покрытие, за исключением хромового, должно быть снято с боковых поверхностей полоза на высоту (3,0±0,5) мм от кромки рабочей поверхности.
2.2.12. Коньки должны быть заточены.
Заточка рабочей поверхности должна быть продольной, а на участке длиной не более 20 мм от основания нижнего зуба до начала продольной заточки - поперечной.
Форма поперечной и продольной заточки должна быть в виде желоба с сечением, симметричным относительно осевой продольной плоскости полоза.
Переход от поперечной к продольной заточке должен быть плавным и радиус желоба в месте перехода должен совпадать.
По согласованию с потребителем допускается изготовлять массовые коньки с плоской поперечной заточкой.
2.2.13. Нижний зуб коньков для обязательных упражнений и сменного полоза после заточки не должен выступать над рабочей поверхностью полоза с продольной заточкой.
2.2.14. Металлические детали коньков не должны иметь зазубрин, трещин, заусенцев, завалов, выхватов и вмятин.
Незакрываемые подошвой ботинка поверхности цельнометаллических коньков, поверхность полоза коньков с пластмассовым корпусом, за исключением зубьев, должны быть глянцевыми, без матовых и темных пятен, черных точек и царапин.
Допускаются матовые полоски в местах перехода полоза к подошве и каблучку общей площадью на одном коньке не более 2 см для мастерских коньков и не более 4 см для массовых коньков. для мастерских коньков и не более 4 см для массовых коньков.
2.2.15. На поверхности пластмассового корпуса не допускаются царапины, риски, усадочные раковины, разводы, вмятины, трещины.
Допускаемые отклонения по внешнему виду не должны превышать значений, указанных в табл.9.
Таблица 9 Наименование отклонений
| Значение для коньков | Высота или глубина в местах зачистки литников, мм, не более
| 0,5 | Размеры кромок после зачистки облоя, не более:
| | глубина, мм
| 0,5 | длина, мм
| 15 | количество, шт.
| 2 |
2.2.16 Параметр шероховатости  (ГОСТ 2789-73) коньков, за исключением ребристой поверхности корпуса, не должен превышать: (ГОСТ 2789-73) коньков, за исключением ребристой поверхности корпуса, не должен превышать:
0,16 мкм - для боковых поверхностей полоза мастерских коньков;
0,63 мкм - для боковых поверхностей полоза мастерских коньков на высоте не более 3 мм от кромки рабочей поверхности полоза, боковых поверхностей полоза массовых коньков, рабочей поверхности полоза, заточенной в продольном направлении, и поверхности пластмассового корпуса;
1,25 мкм - для рабочей поверхности полоза, заточенной в поперечном направлении.
2.2.17. Форма рабочей поверхности полоза в продольном направлении должна быть в виде кривой, соответствующей чертежу.
Сопряжения кривых с разными радиусами, должны быть плавными, без резких переходов.
Предельные отклонения от заданной кривой в коньке не должны превышать ±0,1 мм для мастерских коньков и ±0,2 мм для массовых коньков.
2.2.18. Коньки должны быть стойки к коррозии.*
_______________
* Определение показателя вводится с 01.01.90.
2.2.19. Коэффициент требования* полоза конька при скольжении по льду не должен превышать:
0,020 - для массового конька;
0,015 - для мастерского конька.
_______________
* Определение показателя вводится с 01.01.90.
2.2.20. Рабочая часть полоза конька должна быть стойка к истиранию*.
_______________
* Определение показателя вводится с 01.01.90.
2.2.21. Присоединительные размеры* подошвы и каблучка конька должны соответствовать присоединительным размерам подошвы обуви.
_______________
* Определение показателя вводится с 01.01.90.
2.2.22. Расхождение размеров коньков в паре не должно превышать:
1 мм - по длине полоза;
0,5 мм - по высоте полоза, выступающего из корпуса (для коньков с пластмассовым корпусом);
0,05 мм - по толщине полоза.
2.2.23. Расхождение массы коньков в паре для мастерских коньков не должно превышать 10 г.
2.2.24. Ботинки для коньков изготовляют по нормативно-технической документации.
2.2.25. Размеры ботинок и коньков должны соответствовать указанным в табл.1-8.
Допускается по согласованию с потребителем устанавливать на коньки обувь смежных размеров, если длина подошвы ботинка не превышает длину следа конька более чем на 8 мм. Длина следа конька не должна превышать длину подошвы ботинка.
2.2.26. Носочная часть ботинка при установке ботинка на конек должна выступать на 3-4 мм от подошвы или корпуса конька, осевая линия ботинка должна совпадать с осевой линией конька. Длина следа конька не должна превышать длины подошвы ботинка.
2.2.27. Ботинки крепятся к конькам с помощью шурупов, ввернутых со стороны подошвы и каблучка конька.
2.2.28. После крепления ботинка к коньку в ботинок вкладывается и приклеивается без складок и бугров стелька.
2.2.29. Подошва ботинка должна плотно по всей поверхности прилегать к подошве и каблучку конька.
2.3. Требования к сырью и материалам
2.3.1. Материалы, применяемые для изготовления коньков, указаны в приложении 2.
2.4. Комплектность
2.4.1. Коньки одного наименования, размера, вида покрытия, цвета ботинок (для коньков с ботинками) комплектуются парами.
2.4.2. Коньки без ботинок должны быть укомплектованы шурупами в соответствии с требованиями табл.10.
Таблица 10 Размер обуви, мм
| Количество, шт. | | шуруп 2-3.5X10.3 ГОСТ 1144-80
| шуруп 2-4Х16.3 ГОСТ 1144-80 | 160-200 | 12
| 8 | 205 |
| | 295 | 16
| 8 |
Допускается для массовых коньков применять шурупы 2-3.5X10.2 и 2-4X16.2 по ГОСТ 1144-80.
2.4.3. Цельнометаллические коньки со сменным полозом должны быть дополнительно укомплектованы сменным полозом и ключом с отверстием 5 нормальной точности по ГОСТ 6424-73 в количестве по 2 шт.
2.4.4. К каждому комплекту должна быть приложена инструкция по уходу за коньками, к комплекту коньков без ботинок - дополнительно рекомендации по приклепке конька к ботинку и креплению сменного полоза к цельнометаллическому коньку.
2.4.5. Допускается по согласованию с потребителем изменение комплектности коньков.
2.4.6. Комплектующие детали к конькам одного наименования, размера, вида покрытия должны быть взаимозаменяемыми.
2.5. Маркировка
2.5.1. На каждый конек должна быть нанесена четкая маркировка, содержащая:
товарный знак предприятия-изготовителя;
размер обуви;
длину следа для коньков с пластмассовым корпусом;
дату изготовления (месяц, год);
розничную цену пары коньков;
для мастерских коньков слово "мастерские".
По согласованию с потребителем допускается нанесение дополнительной маркировки.
Допускается нанесение цены и даты изготовления на одном коньке из пары.
2.5.2. Маркировка на конек с пластмассовым корпусом должна быть нанесена на корпус методом литья или способом горячего или холодного клеймения, на цельнометаллический конек - электрохимическим способом или ударного клеймения.
Место нанесения маркировки, шрифт, высота цифр и букв, а также взаимное расположение надписей в маркировке должны соответствовать чертежам и утвержденному образцу-эталону.
Маркировка, наносимая на полоз конька, должна выполняться электрохимическим или другим способом, не создающим концентраторов напряжений.
2.5.3. На потребительскую тару наносят маркировку с указанием:
товарного знака и (или) наименования предприятия-изготовителя;
наименование изделия;
размера обуви;
длины следа для коньков с пластмассовым корпусом;
даты изготовления (месяц, год);
розничной цены пары коньков;
для мастерских коньков слова "мастерские";
штампа ОТК;
артикула;
номера прейскуранта;
обозначения настоящего стандарта.
Маркировка должна быть нанесена на этикетку или непосредственно на потребительскую тару методом печати.
Допускается штамп отдела технического контроля, дату изготовления наносить при помощи резинового штампа.
Цвет печати должен быть контрастным цвету потребительской тары.
Этикетка должна быть наклеена без перекосов и морщин.
Инструкция по уходу за коньками и рекомендации по приклепке конька к ботинку и креплению сменного полоза к цельнометаллическому коньку, должны быть выполнены типографским способом и вложены внутрь потребительской тары.
Допускается по согласованию с потребителем нанесение дополнительной маркировки.
2.6. Упаковка
2.6.1. Металлические детали конька и сменный полоз, за исключением полоза из нержавеющей стали, перед упаковыванием должны быть покрыты тонким слоем смазки по ГОСТ 1033-79 и смазанная поверхность должна быть покрыта папиросной бумагой по ГОСТ 3479-85 или конденсаторной бумагой по ГОСТ 1908-82*.
________________
* На территории Российской Федерации действует ГОСТ 1908-88. - Примечание изготовителя базы данных.
Допускается применять другие смазки, по показателям вязкости и содержанию свободных кислот не ниже указанной, а также другие методы консервации, обеспечивающие предохранение коньков от коррозии.
2.6.2. Комплектующие детали, за исключением сменных полозов, должны упаковываться в отдельный заклеенный пакет, изготовленный из оберточной бумаги по ГОСТ 8273-75, или заваренный пакет из полиэтиленовой пленки по ГОСТ 10354-82.
Сменные полозы должны быть обернуты в оберточную бумагу по ГОСТ 8273-75 с массой бумаги площадью 1 м 60 г или парафинированную бумагу по ГОСТ 9569-79*.
________________
* На территории Российской Федерации действует ГОСТ 9569-2006, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.6.3. Каждую пару коньков с комплектующими деталями упаковывают в потребительскую тару - коробку из коробочного картона марок А, Б, В по ГОСТ 7933-75*, при этом каждый конек должен быть обернут бумагой по ГОСТ 8273-75 с массой бумаги площадью 1 м 60 г или парафинированной бумагой по ГОСТ 9569-79. Каждую коробку оклеивают бумажной лентой шириной 50 мм из бумаги марки Б по ГОСТ 10459-72** и перевязывают шпагатом.
________________
* На территории Российской Федерации действует ГОСТ 7933-89. - Примечание изготовителя базы данных.
** На территории Российской Федерации действует ГОСТ 10459-87. Здесь и далее. - Примечание изготовителя базы данных.
Допускается:
коньки с пластмассовым корпусом, полоз которых выполнен из нержавеющей стали, не обертывать в бумагу при наличии в картонной коробке перегородки;
по согласованию с потребителем упаковывать каждую пару массовых коньков с комплектующими деталями в термоспаянные пакеты из полиэтиленовой пленки по ГОСТ 10354-82;
по согласованию с потребителем применять другие виды потребительской тары для упаковывания коньков, а также не упаковывать коньки в потребительскую тару при условии обеспечения их сохранности.
2.6.4. Коньки, упакованные в потребительскую тару, укладывают:
при транспортировании мелкими отправками - в деревянные ящики типа III по ГОСТ 5959-80, типа I по ГОСТ 2991-85;
при внутригородских перевозках автомобильным транспортом и в универсальных контейнерах - в ящиках из гофрированного картона по ГОСТ 13514-82*, ГОСТ 13511-84** или по нормативно-технической документации, в деревянные ящики типа IVб по ГОСТ 9396-75***, типа II по ГОСТ 9395-76***.
________________
* На территории Российской Федерации действует ГОСТ 13514-93;
** На территории Российской Федерации действует ГОСТ 13511-2006;
** На территории Российской Федерации действует ГОСТ 9396-88. - Примечание изготовителя базы данных.
Коньки с комплектующими деталями должны быть плотно уложены внутри ящика или закреплены от перемещения распорками и другими средствами.
Масса брутто одной упаковочной единицы должна быть не более 30 кг.
2.6.5. Деревянные ящики с упакованными изделиями обивают или обтягивают стальной лентой по ГОСТ 3560-73 или стальной проволокой по ГОСТ 3282-74, картонные ящики - заклеивают бумажной лентой шириной 50 мм из бумаги марки Б по ГОСТ 10459-72 и перевязывают шпагатом по ГОСТ 17308-85*.
________________
* На территории Российской Федерации действует ГОСТ 17308-88. - Примечание изготовителя базы данных.
2.6.6. Транспортная маркировка должна быть по ГОСТ 14192-77* с нанесением манипуляционного знака "Боится сырости".
________________
* На территории Российской Федерации действует ГОСТ 14192-96. - Примечание изготовителя базы данных. 2.6.7. Изделия, отправляемые в районы Крайнего Севера и труднодоступные районы, упаковывают в соответствии с ГОСТ 15846-79*.
________________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание изготовителя базы данных. 3. ПРИЕМКА 3.1. Коньки должны подвергаться приемо-сдаточным и периодическим испытаниям.
3.2. Коньки принимаются партиями. За партию принимается количество пар коньков одного наименования, размера, с одним видом покрытия, цветом ботинок (для коньков с ботинками), одновременно предъявленное к приемке и оформленное одним документом о качестве, содержащим:
наименование предприятия-изготовителя и его товарный знак;
наименование, артикул и розничную цену пары коньков;
подтверждение о соответствии изделий требованиям настоящего стандарта;
обозначение настоящего стандарта.
3.3. Для проверки соответствия коньков требованиям настоящего стандарта предприятие-изготовитель проводит приемосдаточные, периодические и типовые испытания.
3.4. Приемосдаточные испытания проводят сплошным и выборочным контролем.
Изготовитель проводит сплошной контроль на соответствие коньков требованиям настоящего по пп.2.2.1, 2.2.9, 2.2.10 (в части внешнего вида), 2.2.13-2.2.15, 2.2.27-2.2.29, 2.5.1 и 2.5.2, выборочный контроль - на соответствие коньков требованиям настоящего стандарта по пп.1.1, 1.2, 2.2.2, 2.2.3, 2.2.6-2.2.8, 2.2.10-2.2.12, 2.2.16, 2.2.17, 2.2.21-2.2.23, 2.2.25, 2.2.26 на 2% изделий от партии, но не менее пяти пар.
Потребитель проверяет коньки на соответствие требованиям настоящего стандарта на 2% изделий каждого наименования от партии, но не менее чем на пяти парах.
При получении неудовлетворительных результатов хотя бы по одному показателю проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.5. Периодические испытания по пп.2.2.4, 2.2.5 проводит изготовитель не реже одного раза в месяц, а по пп.2.2.18-2.2.20 Всесоюзный институт спортивных и туристских изделий не реже одного раза в год не менее чем на трех парах коньков.
При получении неудовлетворительных результатов хотя бы по одному из показателей периодические испытания по этому показателю переводят в приемосдаточные.
После получения положительных результатов на 10 партиях коньков подряд испытания вновь переводятся в периодические.
4. МЕТОДЫ КОНТРОЛЯ 4.1. Внешний вид, качество сборки, отделки, маркировки коньков проверяют визуально сравнением с образцом-эталоном, утвержденным в установленном порядке.
4.2. Размеры, зазоры проверяют металлической измерительной линейкой по ГОСТ 427-75, штангенциркулем ШЦ-1 по ГОСТ 166-80*, набором щупов N 2 класса точности 1 по ГОСТ 882-75; толщину полоза - микрометром типа МК с диапазоном измерения (0-25) мм по ГОСТ 6507-78** или контрольными шаблонами по нормативно-технической документации. Измерение толщины полоза проводят в трех точках. Одна посередине и две по концам на высоте 1-3 мм от кромки рабочей поверхности.
________________
* На территории Российской Федерации действует ГОСТ 166-89;
** На территории Российской Федерации действует ГОСТ 6507-90. - Примечание изготовителя базы данных. 4.3. Твердость полоза проверяют по ГОСТ 9013-59 в трех точках: одна посередине и две по концам полоза, расположенным на высотах 5 и 15 мм от кромки рабочей поверхности.
4.4. Прямолинейность полоза конька проверяют на специальном приспособлении, состоящим из поверочной плиты класса точности 1 по ГОСТ 10905-86 с двумя неподвижными опорами для крепления концов полоза конька и одной подвижной опоры с часовым индикатором типа ИЧ10МД по нормативно-технической документации.
Допускается прямолинейность полоза проверять набором щупов N 2 класса точности 1 по ГОСТ 882-75, помещенным между боковой поверхностью полоза и поверочной плитой класса точности 1 по ГОСТ 10905-86.
4.5. Испытание коньков на прочность.
4.5.1. Перед испытанием конек предварительно выдерживается при температуре (-20±2) °С в течение 2 ч.
Время от момента извлечения испытуемого конька из холодильной камеры до первого удара при испытании на ударную прочность должно быть не более 1 мин. Общее время испытания конька на разрывную прочность и стойкость к удару не должно превышать 3 мин.
4.5.2. Разрывная прочность проверяется на разрывной машине по ГОСТ 7855-84 с максимальной измеряемой нагрузкой не более 10 кН (для коньков без ботинок) или не более 5 кН (для коньков с ботинками), или на специальном приспособлении с применением динамометров по ГОСТ 9500-84 с максимальной измеряемой нагрузкой не более 10 кН (для коньков без ботинок) или не более 5 кН (для коньков с ботинками) путем приложения квазистатической растягивающей нагрузки к подошве-каблучку и полозу (для коньков без ботинок) или к ботинку со вставленной колодкой и полозу (для коньков с ботинками) со скоростью 100 мм/мин.
Конек считается выдержавшим испытание, если детали конька и места их соединений, места крепления конька к ботинку остаются целыми без трещин и разрушений.
4.5.3. Стойкость конька к удару проверяют последовательно в горизонтальном и вертикальном положении (передней и задней части полоза).
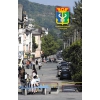
Испытание проводят на стенде типа маятникова копра со стальной штангой диаметром 25 мм длиной 1360 мм.
При испытании конька без ботинка штанга входит на 100 мм в приспособление для крепления конька, а при испытании конька с ботинком - на 100 мм в колодку. Колодку вкладывают в ботинок, ботинок зашнуровывают.
Падение конька осуществляется на жесткую опору, поверхность которой покрыта резиновыми пластинами твердостью 75 единиц по Шору А с размерами 300х50х25 мм. Конек без ботинка крепится к штанге по месту крепления подошвы ботинка к коньку.
При испытании стойкости конька к удару в горизонтальном положении штангу поднимают на высоту 700 мм над поверхностью жесткой опоры, а затем штангу опускают (черт.1). При горизонтальном положении штанги боковая поверхность полоза конька должна лежать на поверхности жесткой опоры. Испытание проводят три раза на каждой боковой поверхности конька. Черт.1. Схема испытаний на ударную прочность конька в горизонтальном положении
Схема испытаний на ударную прочность конька в горизонтальном положении
1 - штанга; 2 - ботинок с коньком; 3 - опора
Черт.1
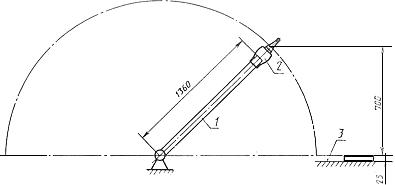
При испытании стойкости конька к удару в вертикальном положении (передней части полоза конька) приспособление для крепления конька или колодку поворачивают вокруг оси штанги на 90°, штангу поднимают на высоту 1400 мм над поверхностью жесткой опоры и затем опускают ее (черт.2). Испытание проводят три раза.
Черт.2. Схема испытаний на ударную прочность конька в вертикальном положении
Схема испытаний на ударную прочность конька в вертикальном положении
Черт.2
При испытании стойкости конька к удару в вертикальном положении (задней части полоза конька) приспособление для крепления конька или колодку поворачивают вокруг оси штанги на 180°, штангу поднимают на высоту 1400 мм над поверхностью жесткой опоры и затем опускают ее (черт.2). Испытание проводят три раза.
За высоту подъема штанги принимают расстояние между подошвой (при испытании передней части полоза) или каблучком (при испытании задней части полоза) конька и поверхностью жесткой опоры.
Конек считается выдержавшим испытание, если детали конька и места их соединения, места крепления конька к ботинку остаются целыми без трещин и разрушений.
4.6. Угол наклона конька вперед проверяют шаблонами по технологической документации, утвержденной в установленном порядке.
4.7. Перпендикулярность подошвы и каблучка к плоскости симметрии полоза и трубки проверяют на приспособлении по технологической документации, утвержденной в установленном порядке.
4.8. Форму поперечной и продольной заточки, радиус желоба в места перехода заточек проверяют шаблонами по технологической документации, утвержденной в установленном порядке.
4.9. Разность высот заточенных кромок рабочей поверхности полоза проверяют шаблонами по технологической документации, утвержденной в установленном порядке.
4.10. Форму рабочей поверхности полоза проверяют шаблонами по технологической документации, утвержденной в установленном порядке.
Отклонение формы рабочей поверхности полоза от заданной кривой проверяют набором щупов N 2 класса точности 1 по ГОСТ 882-75, помещенным между рабочей поверхностью полоза и поверхностью шаблона в зоне продольной заточки.
4.11. Качество защитно-декоративного покрытия проверяют по ГОСТ 9.302-79* на полозе конька на расстоянии не менее 7 мм от рабочей поверхности; на стороне подошвы, обращенной к полозу, в точке, находящейся на расстоянии (10-15) мм от края; в одном из мест соединения деталей конька; на головке шурупа.
________________
* На территории Российской Федерации действует ГОСТ 9.302-88. - Примечание изготовителя базы данных.
4.12. Параметр шероховатости поверхности проверяют сравнением с образцовой деталью, аттестованной по ГОСТ 8.300-78 или профилометром по ГОСТ 19300-86.
4.13. Коэффициент трения полоза конька по льду определяют на установке карусельного типа по технологической документации, утвержденной в установленном порядке.
4.14. Стойкость к истиранию рабочей поверхности полоза конька проверяют после испытания на коэффициент трения по п.4.13 путем наклона полоза на 30° к плоскости льда с приложением статической нагрузки не менее (100+1) Н, действующей вдоль плоскости симметрии полоза.
Конек считается выдержавшим испытание, если отсутствует смещение конька в боковом направлении.
4.15. Стойкость изделия к коррозии проверяют методом испытаний при воздействии нейтрального соляного тумана в течение не менее 96 ч по ГОСТ 9.308-85.
Изделие считается выдержавшим испытание, если на поверхности отсутствуют следы коррозии.
4.16. Массу конька проверяют взвешиванием на весах среднего класса точности с ценой деления не более 5 г по ГОСТ 23676-79*.
________________
* На территории Российской Федерации действует ГОСТ Р 53228-2008. - Примечание изготовителя базы данных.
4.17. Присоединительные размеры коньков проверяют шаблонами по технологической документации, утвержденной в установленном порядке.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 5.1. Транспортирование изделий должно проводиться всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки, действующими на каждом виде транспорта.
5.2. Транспортирование изделий железнодорожным, речным и морским транспортом проводится в контейнерах по ГОСТ 20435-75 и ГОСТ 22225-76 или транспортными пакетами по ГОСТ 21929-76.
Размеры транспортного пакета устанавливаются в соответствии с требованиями ГОСТ 24597-81.
Для пакетирования используются поддоны по ГОСТ 9557-73* или ГОСТ 10592-76.
________________
* На территории Российской Федерации действует ГОСТ 9557-87. - Примечание изготовителя базы данных.
Складирование поддонов - по ГОСТ 10592-76.
Требования к скреплению ящиков в пакеты должны соответствовать ГОСТ 21650-76 и ГОСТ 26663-85. Для скрепления должна применяться стальная упаковочная лента по ГОСТ 503-81 или ГОСТ 3560-73 или стальная проволока по ГОСТ 3282-74.
Масса транспортного пакета - не более 0,5 т.
5.3. Хранение коньков без ботинок - по ГОСТ 15150-69 группа 2 "С", коньков с ботинками - по ГОСТ 7296-81.
Высота штабелирования - не более 3 м.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ 6.1. Изготовитель гарантирует соответствие коньков требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
6.2. Гарантийный срок эксплуатации коньков - 12 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.
6.3. Гарантийный срок хранения коньков с пластмассовым корпусом - не более 24 мес с момента изготовления.
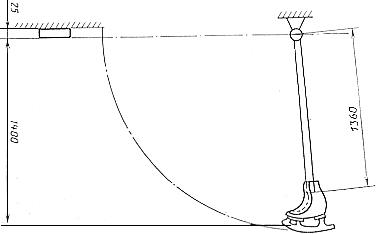
ПРИЛОЖЕНИЕ 1 (рекомендуемое).ПРИЛОЖЕНИЕ 1 Рекомендуемое Черт. Конек цельнометаллический со сменным или без сменного полозаКонек цельнометаллический со сменным или без сменного полоза 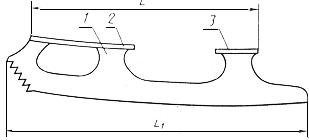
1 - полоз; 2 - подошва; 3 - каблучок
Черт. Конек с пластмассовым корпусом
Конек с пластмассовым корпусом
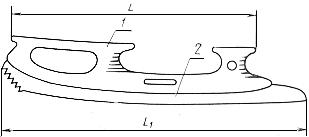
1 - корпус; 2 - полоз; - длина следа; - длина полоза
ПРИЛОЖЕНИЕ 2 (рекомендуемое)
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Материал, применяемый для изготовления цельнометаллических коньков Наименование детали | Мастерские коньки | Массовые коньки | | Материал | Обозначение
НТД
| Материал | Обозначение НТД | Полоз | Сталь марки 65X13 | НТД | Сталь марки У10А, У8А | ГОСТ 1435-74* | ________________
* На территории Российской Федерации действует ГОСТ 1435-99, здесь и далее по тексту. - Примечание изготовителя базы данных. | | | | Сталь марки 20, 20Х
| ГОСТ 4543-71 | Подошва, каблучок | Сталь марки 08 пс | ГОСТ 1050-74* | Сталь марки 08 пс | ГОСТ 1050-74* | ________________
* На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных. |
Материал, применяемый для изготовления коньков с пластмассовым корпусом
Наименование детали | Материал
| Обозначение НТД | Полоз | Сталь марки У10А, У8А
| ГОСТ 1435-74 | Корпус | Полиамид марки ПА6-130
| НТД | | Полиэтилен марки 276-73 (высшей категории качества)
| ГОСТ 16338-85 |
|