|
ГОСТ 20558-82
Срок действия с 01.01.83 1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР В.И.Довгопол; В.А.Рабовский; В.Н.Папулов 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.02.82 N 590 3. Взамен ГОСТ 20558-75 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Срок действия продлен до 01.01.90 Постановлением Госстандарта СССР от 31.03.87 N 1113. 6. Переиздание (август 1988 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., феврале 1988 г. (ИУС 7-87, 5-88).
Изменение N 3 внесено изготовителем базы данных по тексту ИУС N 7, 2015 год Настоящий стандарт распространяется на посудо-хозяйствениые изделия (далее изделия) из тонколистовой горячеоцинкованной стали, изготовляемые для нужд народного хозяйства и для экспорта. 2. ОСНОВНЫЕ ПАРАМЕТРЫ2. ОСНОВНЫЕ ПАРАМЕТРЫ 2.1. Основные параметры изделий приведены в табл.1. Таблица 1
1. Знаком * отмечен код ОКП для сшивных корыт, а знаком ** - для цельноштампованных. 2. (Исключено, Изм. N 3). 3. Показатель "Вместимость" воронки гарантируется предприятием-изготовителем без учета вместимости сливного рожка. 2.1.1. Допустимые отклонения по вместимости не должны превышать ±4%. 3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ3.1. Изделия изготовляют в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке. 3.2. Изделия должны изготовлять из тонколистовой оцинкованной стали групп ХШ, ХП, ОН с классом толщины покрытия 2 по ГОСТ 14918 или из другого оцинкованного проката не ниже качеством по нормативно-технической документации. 3.3. Изделия должны изготовляться сшивными или цельноштампованными. 3.4. Толщина стали, применяемой для изготовления изделий, должна соответствовать указанной в табл.2. Таблица 2
3.5. Арматуру (ручки, ушки) изготовляют из тех же материалов, что и корпуса изделий с толщиной проката от 0,5 до 1,2 мм. Для изготовления проволочной арматуры (дужек) и для закатки в борт применяют оцинкованную проволоку диаметром 3-6 мм по ГОСТ 3282 и ГОСТ 1668 или проволоку не ниже качеством по нормативно-технической документации. Допускается для закатки в борт применять неоцинкованную проволоку. 3.6. Для крепления арматуры применяют стальные заклепки по ГОСТ 10304 или по нормативно-технической документации. 3.7. (Исключен, Изм. N 3). 3.8. (Исключен, Изм. N 2). 3.9. Жесткость корпуса изделий должна обеспечиваться конструкцией, закаткой в борт проволоки или выполнением специальных ребер жесткости, которые должны иметь правильную четкую форму и располагаться по всей длине или периметру без видимых перекосов. Для изделий вместимостью более 50 л жесткость корпуса обеспечивается закаткой в борт проволоки и выполнением специальных ребер жесткости, а для изделий вместимостью от 36 до 50 л включ. - закаткой в борт проволоки. Допускается прерывание ребра жесткости возле шва на расстояние не более 15 мм. 3.10. Корпус сшивных изделий должен изготовляться из одного или двух листов, соединенных боковыми одинарными швами. 3.11. Дно сшивных изделий должно изготовляться из одного листа и соединяться со стенками корпуса донным швом "в утор", а для ванн вместимостью 250 л - донным швом "в утор" или "на свалку". Ширина донного шва должна быть не менее 4 мм. Дно изделий вместимостью более 100 л должно быть усилено ребрами жесткости. 3.12. Изделие должно быть устойчивым на горизонтальной поверхности. Форма дна должна быть плоской. Допускается выпуклость дна, не выходящая за опорную поверхность. 2 мм - для баков, ведер и круглых тазов; 7 мм - для ванн, корыт и овальных тазов. 3.11; 3.12. (Измененная редакция, Изм. N 1, 2, 3). 3.13. Арматура и дно должны быть плотно и прочно прикреплены к изделию и сохранять свою форму. 3.14. Арматура должна симметрично располагаться на изделии. Смещение арматуры от оси симметрии корпуса или крышки не должно превышать 5 мм. 3.15. Подвижные ручки (дужки) должны легко поворачиваться в местах крепления. Заедание и выскакивание из мест крепления не допускается. (Измененная редакция, Изм. N 1, 3). 3.16. Торцы дужек ведер из оцинкованной проволоки и торцевые срезы оцинкованного листа в изделии дополнительной защите не подлежат. 3.17. Борта изделий должны быть подкатаны или плотно подогнуты по всему периметру. 4 мм - для изделий без закатанной в борт проволоки; 2 мм - для изделий с закатанной проволокой, а на отдельных участках длиной до 100 мм не более 3 мм. 3.18. На поверхности изделий допускаются следы от инструмента без обнажения стальной основы. 3.19. (Исключен, Изм, N 1). 3.20. Изделия не должны иметь заусенцев, острых кромок и острых ребер жесткости. Заклепки должны быть плотно обжаты и не допускать смещения деталей. 3.21. Изделия должны быть водонепроницаемыми. 3.22. Швы изделий должны быть плотными, ровными. 3.13. (Исключен, Изм. N 1). 3.24. Герметизация швов изделий, изготовленных из оцинкованной стали, должна проводиться пайкой с применением оловянно-свинцового припоя марок ПОС 40 или ПОССу 30-0,5 по ГОСТ 21930-76 или нанесением на кромки заготовок перед сшивкой уплотнительной пасты по нормативно-технической документации, выдерживающей температуру не менее 100 °С в течение 40 ч и не выше 0 °С в течение 24 ч без крошения и растрескивания. 3.25. Пропаянные швы должны быть ровными, плотными, не иметь непропаянных мест, свищей, наплывов и трещин. 3.26. Крышки должны свободно ложиться на борт корпуса изделия, легко поворачиваться и плотно прилегать к борту по всему периметру без перекоса и смещения. Отклонения от плоскостности опорной поверхности крышек не должно превышать 2 мм. 3.27. Вынос сливного устройства у ведер для горючесмазочных материалов должен быть не менее: 8 мм - для ведер вместимостью 5, 7 л; 12 мм - для ведер вместимостью 9, 10, 12 л; 15 мм - для ведер вместимостью 15 л. 3.28. На поверхности пластмассовых ручек не должно быть трещин, пузырей, вздутий, усадочных раковин. Заусенцы должны быть зачищены. 3.29. На поверхности деревянных ручек не должно быть трещин, грибковых поражений и повреждений насекомыми. 3.30. (Введен дополнительно, Изм. N 1); (Исключен, Изм. N 3). 4. КОМПЛЕКТНОСТЬ4.1. Комплектность должна соответствовать рабочему чертежу, образцу-эталону и табл.4. Таблица 4
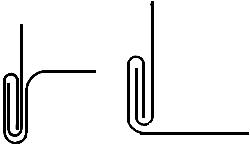
4.2. Комплектующие детали к изделиям одного вида и размера должны быть взаимозаменяемы. 5. ПРАВИЛА ПРИЕМКИ5.1. Изделия принимают партиями. При приемке изделий изготовителем партией считают количество изделий одного вида, изготовленное за смену при неизменном технологическом режиме. 5.2. Для проверки соответствия изделий требованиям настоящего стандарта изготовитель проводит приемо-сдаточные, периодические и типовые испытания. 5.3. При приемо-сдаточных испытаниях проводят сплошной и выборочный контроль. 5.4. Периодические испытания изделий проводят на соответствие требованиям настоящего стандарта по размерам, зазорам, величине смещения арматуры не реже одного раза в год на 0,5% изделий от партии, но не менее 3 шт. 5.5. Типовые испытания проводят при изменении конструкция материалов или технологических процессов на соответствие всем требованиям настоящего стандарта на 5% изделий от партии, но не менее 5 шт. 5.6. Потребитель проверяет изделие на соответствие всем требованиям настоящего стандарта на 2% изделий каждого вида от партии, но не менее 5 шт. 5.7. При получении неудовлетворительных результатов хотя бы по одному показателю проводят повторную проверку на удвоенном количестве изделий, взятых из той же партии. 6. МЕТОДЫ ИСПЫТАНИЙ6.1. Внешний вид, жесткость, качество сборки и маркировки изделий проверяют визуально сравнением с образцом-эталоном. 6.2. Вместимость изделий проверяют мерной посудой по ГОСТ 1770-74 или взвешиванием изделий, наполненных водой до кромки борта, 6.3. Размеры изделий, зазоры, величину смещения арматуры проверяют универсальными измерительными инструментами по ГОСТ 166-80, ГОСТ 427-75, по нормативно-технической документации или специальными шаблонами. 6.4. Водонепроницаемость и плотность швов проверяют наполнением изделий до уровня, расположенного выше мест крепления арматуры к корпусу, водой с температурой не ниже температуры окружающей среды (при типовых испытаниях изделий санитарно-гигиенического назначения, за исключением баков для душа, используют воду с температурой не ниже 80 °С). 6.2-6.4. (Измененная редакция, Изм. N 1). 6.5; 6.6. (Исключены, Изм. N 2). 6.7. Прочность крепления арматуры и дна проверяют подвешиванием изделия за арматуру с грузом, масса которого равномерно распределена на корпус и равна массе воды эквивалентной удвоенной вместимости. 6.8. Плоскостность опорной поверхности дна изделия проверяют универсальным щупом по нормативно-технической документации или специальными шаблонами, помещенными между поверочной плитой по ГОСТ 10905-86 или плитой с параметром шероховатости ( 6.7; 6.8. (Измененная редакция, Изм. N 1, 2). 6.9. Легкость поворачивания подвижных ручек (дужек) в местах крепления и крышек на борту, плотность прилегания крышек к борту проверяют опробыванием. 6.10. Теплостойкость пластмассовых ручек крышек баков проверяют кипячением воды в баке, закрытом крышкой, в течение 2 ч. Первоначальный уровень воды должен быть не менее 100 мм от кромки борта. После испытания не должно быть изменения внешнего вида и формы ручек. 6.11. (Введен дополнительно, Изм. N 1); (Исключен, Изм. N 3). 7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ7.1. На наружной стороне дна каждого изделия штамповкой или несмываемой краской должна быть нанесена маркировка, содержащая: 7.2. Маркировка изделий для экспорта должна соответствовать условиям контракта или договора. 7.3. Конусные изделия вкладывают одно в другое с образованием стоп, которые обвязывают проволокой по ГОСТ 3282-74 или обрезью тонколистовой оцинкованной стали. Обвязка должна исключать свободное перемещение изделий в стопах. 7.4. Цилиндрические изделия упаковывают в дощатые обрешетки типа I-3 по ГОСТ 12082-82. 7.5. Комплектующие детали, упакованные в оберточную бумагу по ГОСТ 8273-75 или ГОСТ 8828-75 и обвязанные шпагатом по ГОСТ 17308-85, привязывают или вкладывают в изделия при условии исключения повреждения ими цинкового покрытия. 7.6. Промасливание изделий проводят по требованию потребителя. 7.7. Упаковка должна обеспечивать сохранность изделий при транспортировании и хранении. Упаковку изделий проводят в соответствии с условиями контракта или договора. 7.8. Упаковка, маркировка и транспортирование изделий в районы Крайнего Севера и труднодоступные районы - в соответствии с ГОСТ 15846. Допускаются другие способы упаковки в соответствии с условиями контракта или договора. 7.9. Маркировка грузовых мест должна содержать: 7.10. Транспортная маркировка изделий для экспорта должна соответствовать условиям контракта или договора. 7.11. Изделия транспортируют любым видом транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта. 7.11.1. Транспортирование изделий железнодорожным транспортом проводится повагонными отправками в крытых транспортных средствах или в универсальных контейнерах по ГОСТ 20435-75 или ГОСТ 22225-76. 7.11.2. Транспортирование изделий речным и морским транспортом должно проводиться в контейнерах. 7.12. (Исключен, Изм. N 1). 7.13. Изделия должны храниться в условиях 3 (ЖЗ) по ГОСТ 15150-69. 8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ8.1. Изготовитель гарантирует соответствие изделия требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения. 8.2. Гарантийный срок эксплуатации изделия 1 год со дня продажи через розничную торговую сеть для внерыночного потребления - со дня получения потребителем, а для изделий для экспорта - с момента проследования через Государственную границу. ПРИЛОЖЕНИЕ 1 (справочное)ПРИЛОЖЕНИЕ 1. (Исключено, Изм. N 3). ПРИЛОЖЕНИЕ 2 (справочное). Схематическое изображение соединительных швовПРИЛОЖЕНИЕ 2
|
|
||||||||||||||
| Copyright © ФК "ОКЕАН" Все права защищены. |
 |
| Дизайн и программирование © 2006 |